
Xeta Çapkirina Screen Veguheztina Germiya Nîv-Otober
MAKÎNA ÇAPKIRINA EKRAN
Pêvok
1. 1 Rêjeya Serlêdanê:
Makîneya ZSA-1B ji bo çapkirina kaxez, PCB, plastîk, metal, cam û hilberek çêkirî maqûl e.
1.2.Taybetmendî:
1.2.1 Tabloya xebatê ya polayê zengarnegir, çîçeka pêş-paş û rast-çep eyar dike, û çapkirina bilez û hêsan pêvajoyê dike.
1.2.2 Sê rêbazên kontrolê dikarin bêne hilbijartin: destan, yekane, otomatîk
1.2.3 Ji bo ku bi Cûrbecûriya mîkrokê re li hev bikin û bandorek çapkirinê ya cihêreng werbigirin, perçeya xêzker û vegerandina hişê dikare were kontrol kirin ku li rast an çepê raweste.
1.2.4 Pejirandina hêmanên elektrîkê yên hêja yên ku ji hêla hilberînerên navdar, motor û PLC-ê ve hatî çêkirin têne çêkirin.Rêbernameya xêzikî ya hûrkirî ya bilind garantiya xebitandina xweş û durustiya makîneyê dike.
2. Specifications
| 1 | Cins | XH-6090 |
| 2 | Qada çapkirinê ya Max | 600x900mm |
| 3 | Mezinahiya maseya xebatê | 700x1000mm |
| 4 | Max.Screen Frame | 1380x1100mm |
| 5 | Qewîtî | 0-20 mm |
| 6 | Max.Leza çapkirinê | 13/min |
| 7 | Zexta hewayê | 3HP, 5,5-7,7kg/cm2 |
| 8 | Navê min | 380V,2KW |
| 8 | Mezinahiya Giştî | 1600mm*1060mm*1680mm |
| 9 | Pîvan | 580 kg (nêzîkî) |
| 10 | Rengê dozê | Spî/Şîn |
Em dikarin ji bo bikarhêneran mezinahiyek din xweş bikin.Mezinahî û giraniya xwerû pls li şûna hilbera rastîn tevdigerin.


3. Danasîna Panela Operasyonê
- nîşana hêzê
- Barometre ji bo çapkirina squeegee
- Bişkojka birêkûpêkkirina Leza çapkirinê
- Bişkojka vegerandina leza neftê
- Hejmara çapkirinê
- Çapkirina duyemîn
- Moda operasyonê
- Nîşandana demjimêra otomatîkî
- Demê otomatîk
- Ascending xwarê
- Vegera petrolê
- Veguherîna scraping
- Moda kişandina hewayê
- Vegera rûnê bi lez
- Çapnivîs
- ON / Off Furnace
- Scraper Pressure
- Safety valve
- Serê çapkirinê
4. Sazkirin û Test
4.1 Pêdivî ye ku makîne li hawîrdorek zelal were saz kirin, û germahî di 18-28 derece de bimîne.
4.2 Kontrol bikin ku guhezandin baş e, û beşa tevgerê rûnê rûnê heye piştî vekirina qutiya darîn.Ji bo makîneyê cîhek sazkirinê ya baş hilbijêrin, 4 gomê li lingan bixin, wê sererast bikin û maseya xebatê di horizontî de bihêlin.Têlê erdê divê bi makîneyê ve girêdayî be.
4.3 Têlê rengê ducar têlê zevî ye, yên din têlên agir in.Piştî ku têl baş hatin girêdan.'Moda Operasyonê' bikirtînin 'Manual'.
Bişkojka 'Moda kêşana hewayê' bikirtînin ku 'kêmkirina domdar'.
Hêzê vekin (binihêre wêne 1.4).'Safety Valve' vekin.
Ew ê fan bixebite.Ger kaxiz ji hêla maseya xebatê ve hat kişandin, kaxezek rûbera lager bixin ser maseya xebatê.Wateya girêdana têlan rast e.Ger kaxez ji hêla bayê ve hatibe avêtin, ev tê vê wateyê ku têla agirê hêzê di qonaxê de berevajî ye, her du têlên agir berevajî bikin.
4.4 Zexta hewayê ji bo makîneyê 5.5 ~ 7KG / cm ye2.Ger tansiyona hewayê ji hejmarê kêmtir be, verastkerê derxînin, li gorî demjimêrê bizivirin, bikin ku tansiyona hewayê zêde bibe.Bizivire berevajiyê saetê dê tansiyona hewayê kêm bike.
4.5 Ji bo kontrolkirina 'destanî' 'Moda Operasyonê' bikirtînin.Makîneyê jor û jêr, tevgera çep û rast test bikin.
Bişkojka 'Veguhertina Scraping' bikirtînin, scraper, û rûnê vegerandina rûnê biceribînin.
Hişyarî: Nekarî operasyonek din bike, heya ku hemî jorîn baş nexebitin.Wekî din, dê zirarê bide makîneyê.
4.6 Li jor qediya, li dû ceribandina çapkirinê ya Otomatîk û Yekane.
4.6.1 'Moda Operasyonê' bikirtînin 'Single', pedala lingê bavêjin, dûv re carekê çapkirinê biqedînin.
4.6.2 'Bişkojka Vegera Lezgîn a Rûnê' bikirtînin, Nîşana ekranê

Tevger ev e:
Down — Scraper tevgera çep —-jor, Scraper tevgera rast
Dibe ku karbidestiya çapkirinê zêde bike.
4.6.3 Çapkirina 'Çapkirina Duyemîn' ON, tevger ev e:
Down—Scraper Tevgera Çep — Rast —- Çep — Rast — Jor
Minasib ji bo çapkirina mîhengê stûrtir e.
4.6.4 Ji bo Otomatîk 'Moda Operasyonê' bikirtînin, Kontrola Demjimêr KT(0~10S) eyar bikin.Makîne hemî tevgerê otomatîk qedand.(Ji bo xebatkarek jêhatî maqûl e, li şûna pedala lingê)
4.6.5 Bişkojka Awarte
Dema ku makîneyê dixebitîne Bişkojka Awarte dikare rabe.Pêdivî ye ku pedalê Pêde bike da ku makîneyê piştî karanîna Bişkojka Awarte bixebite.
5. Operasyon diyar dike
5.1.Install û Eyar Frame Net
Bizivirin ser 'Pêşkêşiya Hewayê' (wek wêne 1.35), Scraper çêbikin, pêça Net Frame Armê vekin (wek wêne 1.9).Destê Çarçoveya Net-ê li her du aliyan li dirêjahiya guncaw eyar bikin (wek wêne 2.25), Net Frame-yê li ser girêkê saz bikin û dûv re çîçek hişk bikin.(wek wêne 1.29).Sazkirî qediya, çîçek teng bike.(wek wêne 1.9)
5.2.Mezinahiya çapkirinê eyar bikin.
Lastîka scrapera çapkirinê biguhezînin da ku li gorî daxwaza xwe firehiya çapkirinê rast bikin.(wek wêne 1.33).
Dirêjahiya çapkirinê eyar bikin: 2 pêçan (wek wêne 1.11) vekin, çep û rast li cîhê guncan rast bikin.Pîrê teng bikin.
Leza çapkirinê û vegerandina rûnê (wek wêne3) 'Leza Çapkirinê', li gorî leza xweya guncan eyar dikin.
5.3. Rêzeya jêrîn bişopînin da ku kêrê rûnê rast bikin û vegerînin.
yek.Zivirandin: 4 pêçan (wekî wêne 1.24) berdin da ku zivirandinê rast bikin.
b.Paralelîzm: 4 pêçan (wekî wêne 1.12) rast bikin da ku xêzika rûnê bi rûyê Net Frame re paralel bimîne.
c.Lez: 4 çîçek (wekî wêne 1.12) li rastê rast bikin da ku leza hilkişînê ya Scraper û kêrê vegerandina rûnê kontrol bikin.Ji bo kontrolkirina leza scraper 'leza çapkirinê' eyar bikin.
d.Zexta ji bo scraper: Valveya zextê eyar bikin (wek wêne 1.39) da ku zexta scraper (wek wêne 1.38) kontrol bikin.Hejmara ji Barometre bixwînin.
e.Bişkojka 'serê çapê' derxînin (wek wêne 3.19), da ku şûr û kêra vegerandina rûnê dakêşin.Scraper û kêra vegerandina rûnê 'serê çapê' saz kirin.
5.4.Bilindahiya di navbera Net Frame û maseya xebatê de eyar bikin.(Li gorî qalindahiya perçeya xebatê) Li pişta makîneyê, derî vekin.
Pîrê vekin.(li wêneya jêrîn binêre) Rod-ê berbi arasteka dijî-demjimêrê ber bi jor ve bizivirînin, Rod-ê berbi arasteya demjimêrê ber bi jêr ve bizivirînin.
Pîrê teng bikin.

| NA. | Nav | NA. | Nav |
| 1 | Adapter ji bo guheztina pedal | 22 | Drum hewa ji bo scraper |
| 2 | Tekera gerdûnî | 23 | Ink Knife Lock Screw |
| 3 | Input Power | 24 | Ink Knife Ayarker Rotative |
| 4 | Switch Power | 25 | Arm of Net Frame |
| 5 | Micro adaptor ji bo Worktable | 26 | Pillar bo Lift Net Frame |
| 6 | Worktable Lock Screw | 27 | Guherkera Lezê ji bo Çarçoveya Netê ya Lift |
| 7 | Net Frame Rotative Adjustor | 28 | Lift Net Frame Air Drum |
| 8 | Net Frame Height Adjusted Screw | 29 | Screw ji bo Tighten Frame Net |
| 9 | Net Frame Çep & Rast eyarkirî Screw | 30 | Çep & Rast Çarçoveya Net |
| 10 | Motor | 31 | Maseya xebatê |
| 11 | Dolabê tevgerê | 32 | Hook bo Knife Ink |
| 12 | Scraper Speed Adjuster | 33 | Scraper |
| 13 | 34 | Kêr Ink | |
| 14 | Drum hewa ji bo scraper | 35 | Drum hewa ji bo scraper |
| 15 | 36 | Rawestandina Awarte | |
| 16 | Zincîra bikişîne | 37 | Panel |
| 17 | 38 | Barometreya Scraper | |
| 18 | Siya Derve | 39 | Scraper Pressure Adjutor |
| 19 | 40 | Deriyê Box Elektrîkê | |
| 20 | Ink Vegere Knife Guherandinên zextê | 41 | Pedal Pedal |
| 21 | Scraper Pressure Adjutor |

6. Maintenance:
6.1.Dûra mîkrok û rûkalê organîk ku qulika şûştinê ya li ser maseya xebatê asteng dike, dûr bigirin.
6.2.Di her guherîna xebatê de rûnê motora piçûk 10# davêjin ser stûnê.
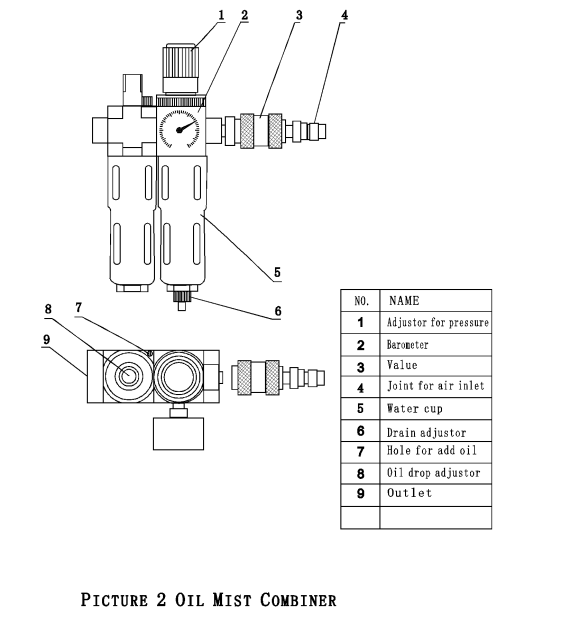
6.3.Makîne xwedan berhevkarê mijê rûnê ye (binihêre wêne 2).
6.4.Parzûnê paqij bikin (wek wêne 2.7).Hewayê pêşkêş bikin, bişkojka avdanê bizivirînin (wek wêne 2.8).
Sponge di kasa avê de (wek wêne 2.7) frekansa bişon.Parzûnê derxin, spongê derxin, çend deqeyan di nav ava zelal de bihêlin û hişk bikin.
7. Pêvekirin
1. manual operasyonê
2. Screwdriver 2 pcs, a 10' Spanner, a hex Spanner, a Rob
3. 4 Lingê lastîkî
4. Kêra vegerê ya Scraper û Ink 350, 400

************************************************** ************************************************** ************************************************** ******************
MAKÎNA PAŞKIRINA TOZÊ

Danasîna kurt
Amûrên hevgirtî yên piştî çapkirinê yên ku şûna karên destan ên kevneşopî digirin.Vê makîneyê ji bo sepandinê hêsan e, bi bandorker, maqûl, û bê pîsîtî ye, ku hem hilberî û karanîna madeya xav zêde dike, hem jî wêneyên xweşik çêdike.
Di vê makîneyê de, parçeyên ji bo pozîsyona sereke yên wekî şûştina tozê, veguherîner bi avantajên domdar û domdar têne import kirin.Bi taybetî, ev makînek bi yên ku hewcedariya wan a kaxez, fîlim, birqok, û toza helîna germ heye re baş dixebite.Hemî ajokarên vê makîneyê guhertoya leza bêdawî ne.Ger hewce be, ew dikare bi alavên zuwakirinê û alavên dermankirina wêneya UV re jî ve girêdayî be.
Parametreyên Teknîkî yên sereke:
| Cins | Hêza tevahî | Firehiya Kembera Veguhestinê | Firehiya Powdering | Stûriya Kaxezê | Mezinahiyên giştî | Lez (Pcs/Sat) |
| ZSCT-II | 4.5KW | 1000 (mm) | 900 (mm) | 1-5 (mm) | 2000*1700*2000 | 2000 |
Berî ku makîneyê bixebitînin, manual bi baldarî bixwînin.Berî ku hûn bi hêza elektrîkê ve girêdin, tu bişkokek eyar nekin.
Manual Operasyona
Bîranînek germ: Heta ku fîlim derbas nebe toz belav nabesensor.

Vê makîneyê hem ji bo şûştina hêzê ber bi jor û berjêr ve, hem jî ji bo radestkirin, tozkirin, xwarina tozê, û bêalîkera elektrostatîk bi guhêrbarên veqetandî ve tê stend.
Pêvajoya destpêkê
- Hêza sereke li ser doza çepê vekin.
- Mifteya hêzê vekin (Li wêneyê II-2 binêre).
- Motora mêjkirina hêza berbi jor vekin (Li wêneyê II-8 binêre), û frekansa veguhezerê bi 38-42HZ rastdar bike.
- Motora mêjkirina hêza daketî vekin (Li wêneyê II-11 binêre), û frekansa veguherîner bi 55-65HZ re rast bikin.
- Hêza radestkirinê vekin (Li wêneyê II-4 binêre), û guheztinê li 20-65HZ rast bikin.
- Veguheztina xwarina tozê vekin (Li wêneyê II-15 binêre), û guhêrbar li 20-65HZ rast bikin.
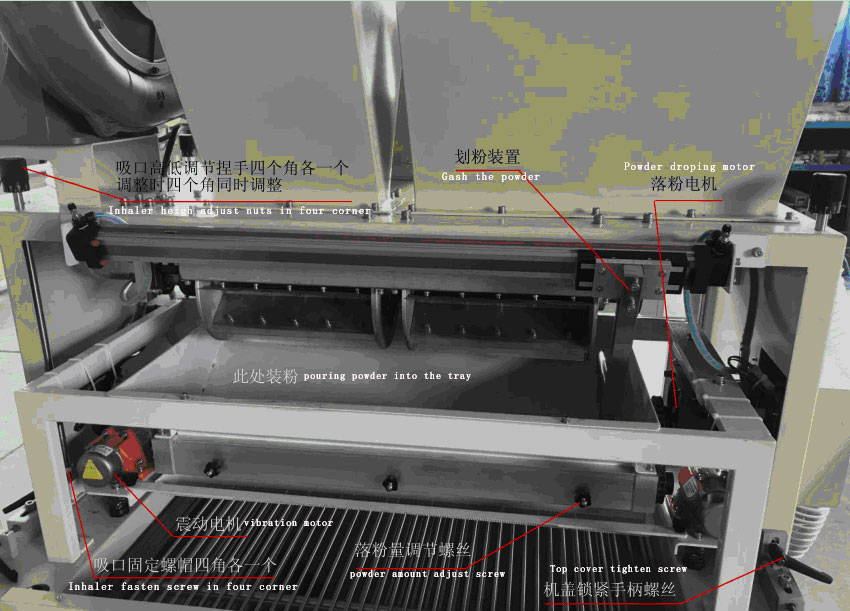
- Toza helîna germ birijînin nav tepsiya tozê, û dûv re motora tozê vekin (Li wêneyê II-17 binêre).Pêşîn, leza tozkirina tozê sererast bikin (zûtir, pirtir toz).An jî sê gwîzên di bin kavila tozê de rast bikin (Li wêneyê I-4 binêre) da ku mîqdara tozê rast bike, da ku hewcedariya hilberê ji bo stûrbûn û hevsengiya tozê bicîh bîne.
- Berhevkarê tozê li ser milê çepê (Li wêneyê II-21 binêre) fonksiyona pêşvebirina toz-bisiklêtan heye.Bi gelemperî, ew ji 60 heta 70 veguherî ye.
- Mifteya bêalîzer a elektrostatîk vekin (Li wêneyê II-13 binêre)
Eyar machine
1.Eyarkirina cîhê di navbera mêjkirina tozê ber bi jor û jêr ve bi 2-3 mm.
Ger di dema xebitandinê de hîn jî çerxa gemarê li ser nimûneyê hebe (bi gelemperî, ew ji berê ve berî hilanînê hatî sererast kirin), hûn dikarin bilindahiya ji bo kişandina hêzê ber bi jor ve rast bikin da ku hewcedariya hilberê bicîh bîne.
1.1 Li quncikê çar gwîzan berdin.Bîranîn: Tenê piştî berdana çar gwîzan bilindiyê rast bikin.(Wêne binêre)
1.2 Gwîzê berdin (Li wêneyê 1 binêre), bilindahiya ji bo mêşkirina hêzê ber bi jor ve rast bikin (Binêre 1, 21,22).An jî (Li wêneyê 1 binêre) Li valahiya ku nêzîk dibe, li gorî saetê bizivire.Li hemberê saetê bizivirin ku valahiya fireh dibe.
1.3 Çar gwîzan li qada mêjkirina tozê hûr bizivirînin, wê hevseng bikin.(Binêre wêne 1) Pîrên reş hişk bikin (Binêre wêne 1)
Pêvajoya vezîvirandina toz
1.Ger li ser hilberê bermayiya tozê hebe, çêtir e ku meriv leza motora şûştina tozê ber bi jor ve zêde bike (Li wêneyê Ⅱ-8 binêre).Lêbelê, herikîna hewayê ya bilind di heman demê de dikare bibe sedema qutbûna kaxezê jî, bi rêkûpêk verast bike.
Ger hîn jî bermayiya tozê li ser hilberê hebe, piştî ku leza mêjîna tozê ber bi jor ve zêde bikin, bilindahiya berjêr û jêrîn kontrol bikin.Ger valahî pir fireh be, gava berê bişopînin da ku bilindiyê rast bikin.
Kulîlka tozê ya bê toz kontrol bikin da ku qulika hewayê asteng bike.Li gorî qalindahiya tozê, pêdivî ye ku toza tozê were paqij kirin da ku qulika hewayê asteng neke.
Aliyê jêrîn ê makîneyê kontrol bikin, pê ewle bin ku pergala arîkariya vezîvirandina tozê li ser e.
Rêzkirina mîqdara toza hejandinê
- Kontrolkera leza hejandina tozê eyar bikin (Li wêneyê II-22 binêre).
2. Kontrolkera leza hejandina tozê eyar bikin (Li wêneyê II-22 binêre) hîn jî negihîştiye daxwaza we.Dikare pêça li milê çepê qefesê eyar bike (Li wêneyê binêre).
Pêvajoya qutbûna hêzê
- regulatorê tepsiya tozê vekin (binihêre wêne II -17)
- Rêzika hejandinê biqedîne (binihêre wêne Ⅱ-22)
- guheztina hêza ku ber bi jor ve dimêjê bigire (binihêre wêne II-7)
- guheztina elektrîkê ya ku ber bi xwarê difûre (binihêre wêne II-10)
- guheztina radestkirinê biqedîne (binihêre wêne II-4)
- guheztina guhêrbar (li wêneyê II-21 binêre)
- guheztina regulatorê radestkirina tozê (binihêre wêne Ⅱ-15)
- guheztina hêza sereke qut bike (binihêre wêne II-2)
- Panela kontrolê paqij bikin û bi çakêtê tozê veşêrin
Beşdariya makîneyê
1. Piştî ku ji bo heyamekê xebitîn, beflê vekin, û wan beşên çalak bi rûnê motorê 20 # tije bikin.Ger zincîre sist e, ji bo verastkirinê kelûmelê elastîk bikar bînin.
2. Dema ku li şûna maddeyên xav ên wekî birûsk û toza helîna germ, hewaya pêçandî bikar bînin da ku van hemî parçeyan paqij bikin da ku toza tevlihev nebe.
3. Li gorî stûrbûna tozê, pêdivî ye ku toza tozê were paqij kirin da ku qulika hewayê asteng neke.
Operasyona makîneya vala
Ji bo rabûna makîneyê guhêrbar vekin (Binêre wêne 3).Guhestina li ser nîvê beşa jorîn a makîneyê bizivirîne, dê rabe, wekî din were xwarê.
Guhestina radestkirinê bizivirînin otomotîkê (Li wêneyê II-4 binêre), û hemî guhêrbarên din bişkînin, fîlima pêş-germkirinê derbas bikin.
Çareserkirina xeletiyê
1. Ji kerema xwe parêzgerê bilez biguhezînin dema ku ew nexebite.
2. Ji kerema xwe talîmatên beşdarbûna makîneyê bişopînin heke toz wekî berê bi tevahî neyê mêş kirin.An jî hûn dikarin destatîzker zêde bikin da ku bi vê pirsgirêkê re mijûl bibin.
3. Ji kerema xwe tozê kontrol bikin ka ew paqij û zuwa ne, heke di dijwariyê de toz dibarin.Ger toz şil be, ji kerema xwe wan di bin tavê de bihêlin.
4.Eger bloka lûleya vezîvirandina tozê, Ji kerema xwe binê çarçovê kontrol bikin pergala alîkarê bermayî vekin.An jî toza ku ber bi xwarê dimêje kontrol bikin, pê ewle bin ku ew dimeşe.
5. Veguheztina li ser nîv beşa jorîn a makîneyê dê rabe.




************************************************** ************************************************** ************************************************** ******************
Manîpulator






